High-speed cutting allows the use of a larger feed rate, which is 5 to 10times higher than conventional cutting, and the material removal rate per unit time can be increased by 3 to 6 times. When machining parts that require
a large amount of metal removal, the processing time can be greatly reduced.
Due to the extremely shallow cutting depth and narrow cutting width of high-speed cutting, the cutting force is small, compared with conventional cutting, the cutting force can be reduced by at feast 30%, which can reduce the processing deformation of parts with poor rigidity, making it possible to cut some thin-walled fine workpieces.
Because the cutting tool excitation frequency is far away from the natural frequency of the process system when rotating at high speed, it will not cause forced vibration of the process system and ensure a better processing state,Because the cutting depth, cutting width and cutting force are very small, the tool and workpiece deformation is small, the accuracy of the size is maintained, the cutting failure layer is thinned, the residual stress is small, and the high-precision and low-roughness machining is realized.
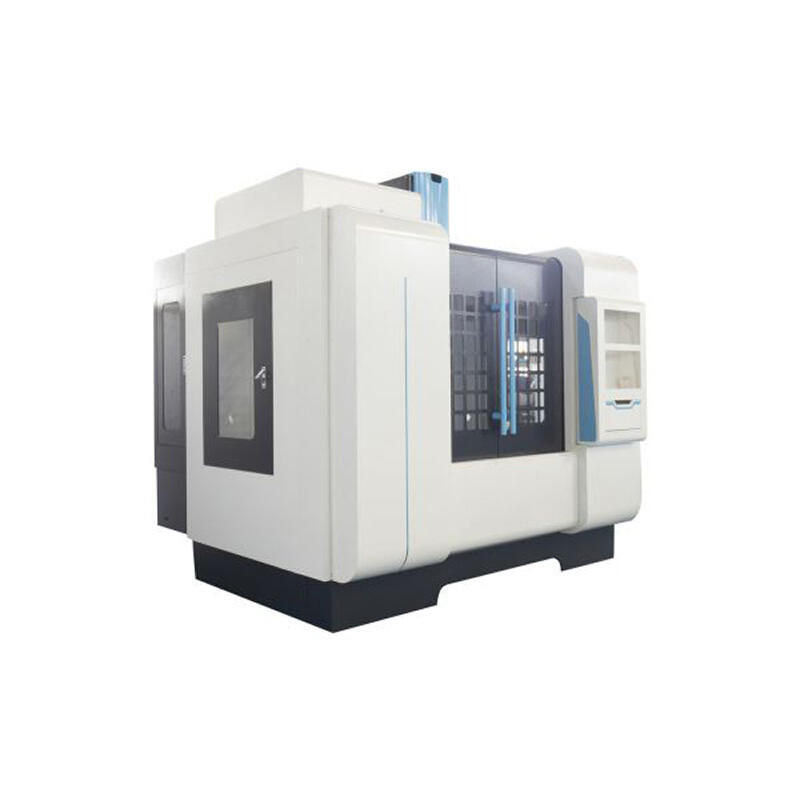
High-speed cutting machining is a high -tech for the 21st century, it with high efficiency, high precision and high surface quality as the basic characteristics, in the automotive industry, aerospace, mold manufacturing instrumentation and other industries have been more and more widely used, and has achieved significant technical and economic benefits, is an important part of contemporary advanced manufacturing technology.
| Machine type | Sigle position | ATMS-GS960 | ATMS-GS1160 | |
| Work table | Table size L*W | mm | 1050*500 | 1200*600 |
| Max capacity | kg | 300 | 800 | |
| T-slot | no/mm | 18*5*100 | 18*5*100 | |
| Stroke | X/Y/Z axis | mm | 900/600/550 | 1100/600/600 |
| Distance from spindle end to workbench | mm | 185-685 | 175-775 | |
| Distance from spindle center to columnrail | mm | 600 | 645 | |
| Track form | / | Linee guide | Linee guide | |
| Spindie | Spindle taper hole | mm | BT40 $ 150 | BT40 150 |
| Spindle speed | rpm | 15000 | 15000 | |
| Spindle transmission mode | / | Direct driven | Direct driven | |
| Motar | Spindle motor (motor) | kw | 7.5-11 | 7.5-11 |
| Three axis servo motor X | / | a22 | a22 | |
| Three axis servo motor Y | / | a22 | a22 | |
| Three axis servo motor Z | / | a22 | a22 | |
| Cutting water moto | m3/h-m | 4-40 | 4-40 | |
| Aocuracy | positioning | mm | ±0.005 | ±0.005 |
| Repeat positioning | mm | ±0.003 | ±0.003 | |
| Feeding | X/Y/Z axis rapid feed | m/min | 48/48/36 | 48/48/36 |
| Maximum cutting feed | mm/min | 10000 | 10000 | |
| Feeding | L/w/h | m | 2800*2600*2800 | 3250*2850*2750 |
| Weight | T | 6.6 | 8 | |
| Machinesize | Automatic feed lubricafion system | Rigid tapping | LED warninglight | Automatic knife seting machine |
| Full cover sealing sheet metal | Air-conditioning | LED lighting | ||
| Hand blow gun | Oil coolar | Spindle ring spray | ||
| Select accessories | Three axis grating rule | Tool breakage detector | Matarizad spindle | Oil recovery system |
| Spindle center discharge | Disk cutter library | Fourth axis |

Suzhou Aitemoss have been deeply engaged in customized services for more than 10 years, strive to minimize manufacturing costs, provide with the best solutions.
No. 8 Guangdian Road, Wuzhong District, Suzhou, Jiangsu, China
Copyright © Suzhou Aitemoss Intelligent Technology Co., Ltd All Rights Reserved - Privacy Policy

 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 CA
CA
 TL
TL
 ID
ID
 LT
LT
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 MS
MS
 GA
GA
 CY
CY
 IS
IS
 BN
BN
 MN
MN
 MY
MY
 UZ
UZ