Beim Hochgeschwindigkeitsschneiden kann eine höhere Vorschubgeschwindigkeit verwendet werden, die 5 bis 10 Mal höher ist als beim konventionellen Schneiden, und die Materialabtragsrate pro Zeiteinheit kann um das 3- bis 6-fache erhöht werden. Bei der Bearbeitung von Teilen, die
Durch den großen Metallabtrag kann die Bearbeitungszeit erheblich verkürzt werden.
Aufgrund der extrem geringen Schnitttiefe und schmalen Schnittbreite beim Hochgeschwindigkeitsschneiden ist die Schnittkraft gering. Im Vergleich zum herkömmlichen Schneiden kann die Schnittkraft um mindestens 30 % reduziert werden, wodurch die Verarbeitungsverformung von Teilen mit geringer Steifigkeit verringert werden kann und das Schneiden einiger dünnwandiger, feiner Werkstücke möglich wird.
Da die Anregungsfrequenz des Schneidwerkzeugs bei hoher Rotationsgeschwindigkeit weit von der Eigenfrequenz des Prozesssystems entfernt ist, kommt es nicht zu erzwungenen Vibrationen des Prozesssystems und ein besserer Verarbeitungszustand wird sichergestellt. Da Schnitttiefe, Schnittbreite und Schnittkraft sehr gering sind, kommt es nur zu geringen Verformungen von Werkzeug und Werkstück, die Maßgenauigkeit bleibt erhalten, die Schnittfehlerschicht wird dünner, die Restspannung ist gering und eine hochpräzise und wenig raue Bearbeitung wird realisiert.
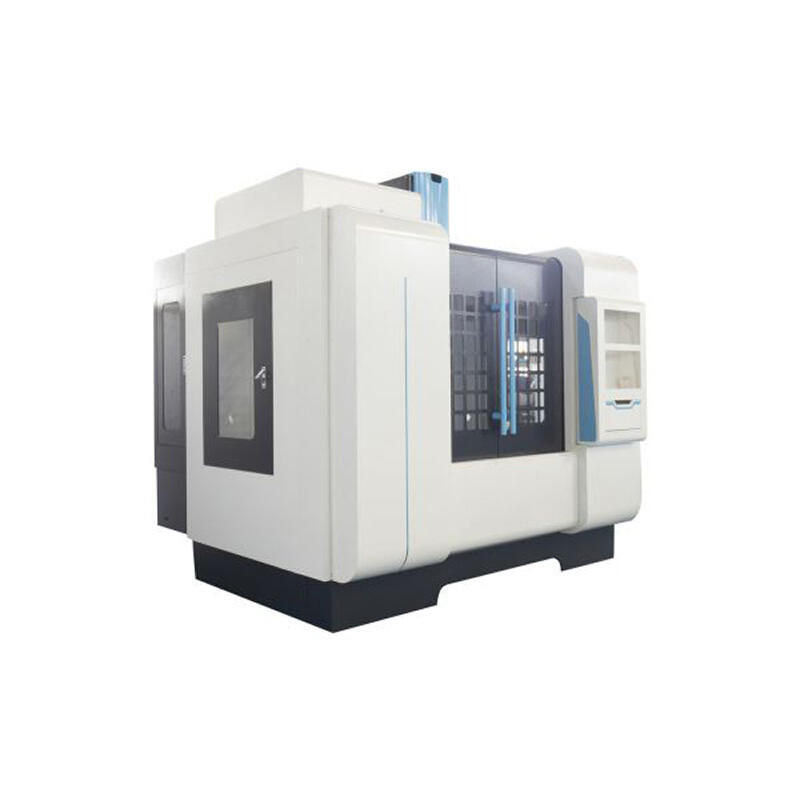
Die Hochgeschwindigkeitszerspanung ist eine Hochtechnologie des 21. Jahrhunderts. Sie zeichnet sich durch hohe Effizienz, hohe Präzision und hohe Oberflächenqualität als grundlegende Eigenschaften aus. Sie wird in der Automobilindustrie, der Luft- und Raumfahrt, im Formenbau und anderen Branchen immer häufiger eingesetzt und hat erhebliche technische und wirtschaftliche Vorteile gebracht. Sie ist ein wichtiger Teil der modernen fortschrittlichen Fertigungstechnologie.
| Maschinentyp | Einzelposition | ATMS-GS960 | ATMS-GS1160 | |
| Arbeitstisch | Tischmaße L*B | mm | 1050*500 | 1200*600 |
| maximale Kapazität | kg | 300 | 800 | |
| T-Nut | Anzahl/mm | 18 * 5 * 100 | 18 * 5 * 100 | |
| Schlaganfall | X/Y/Z-Achse | mm | 900/600/550 | 1100/600/600 |
| Abstand vom Spindelende zur Werkbank | mm | 185 685 | 175 775 | |
| Abstand von der Spindelmitte zur Säulenschiene | mm | 600 | 645 | |
| Trackformular | / | Linee-Führer | Linee-Führer | |
| Spindie | Spindelkegelbohrung | mm | BT40 $ 150 | BT40 150 |
| Spulengeschwindigkeit | rpm | 15000 | 15000 | |
| Spindelübertragungsmodus | / | Direkt angetrieben | Direkt angetrieben | |
| Motor | Spindelmotor (Motor) | kw | 7.5 11 | 7.5 11 |
| Dreiachsiger Servomotor X | / | a22 | a22 | |
| Dreiachsiger Servomotor Y | / | a22 | a22 | |
| Dreiachsiger Servomotor Z | / | a22 | a22 | |
| Wassermotorrad schneiden | m3/hm | 4 40 | 4 40 | |
| Aokurität | Positionierung | mm | ± 0.005 | ± 0.005 |
| Positionierung wiederholen | mm | ± 0.003 | ± 0.003 | |
| Traineranspiel | X / Y / Z-Achse Schnellvorschub | m / min | 48/48/36 | 48/48/36 |
| Maximaler Schnittvorschub | mm / min | 10000 | 10000 | |
| Traineranspiel | L/B/H | m | 2800 * 2600 * 2800 | 3250 * 2850 * 2750 |
| Gewicht | T | 6.6 | 8 | |
| Maschinengröße | Automatisches Futterschmiersystem | Starres Klopfen | LED Warnleuchte | Automatische Messereinstellmaschine |
| Vollflächiges Dichtblech | Klimaanlage | LED-Beleuchtung | ||
| Handblaspistole | Ölkühler | Spindelringspray | ||
| Zubehör auswählen | Dreiachsige Gitterregel | Werkzeugbrucherkennung | Matarizad-Spindel | Ölrückgewinnungssystem |
| Spindelmittenentladung | Disk-Cutter-Bibliothek | Vierte Achse |

Suzhou Aitemoss ist seit mehr als 10 Jahren intensiv im Bereich kundenspezifischer Dienstleistungen tätig und bemüht sich, die Herstellungskosten zu minimieren und die besten Lösungen anzubieten.
Nr. 8 Guangdian Road, Bezirk Wuzhong, Suzhou, Jiangsu, China
Copyright © Suzhou Aitemoss Intelligent Technology Co., Ltd. Alle Rechte vorbehalten - Datenschutzrichtlinien

 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NEIN
NEIN
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 CA
CA
 TL
TL
 ID
ID
 LT
LT
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 MS
MS
 GA
GA
 CY
CY
 IS
IS
 BN
BN
 MN
MN
 MY
MY
 UZ
UZ