高速切削では、従来の切削に比べて5~10倍の送り速度で切削することができ、単位時間あたりの材料除去率は3~6倍に増加します。
大量の金属を除去することで、処理時間を大幅に短縮できます。
高速切削は切削深さが極めて浅く、切削幅が狭いため切削抵抗が小さく、従来の切削に比べ切削抵抗を少なくとも30%低減でき、剛性の低い部品の加工変形を軽減でき、薄肉の微細ワークの切削も可能となります。
高速回転時の切削工具励振周波数は加工システムの固有周波数から遠く離れているため、加工システムの強制振動を引き起こさず、より良好な加工状態を確保します。切削深さ、切削幅、切削力が非常に小さいため、工具とワークの変形が小さく、寸法精度が維持され、切削不良層が薄くなり、残留応力が小さく、高精度で低粗さの加工が実現されます。
高速切削加工は21世紀のハイテクであり、高効率、高精度、高表面品質を基本特性として、自動車産業、航空宇宙、金型製造機器などの業界でますます広く使用され、大きな技術的および経済的利益を実現し、現代の高度な製造技術の重要な部分となっています。
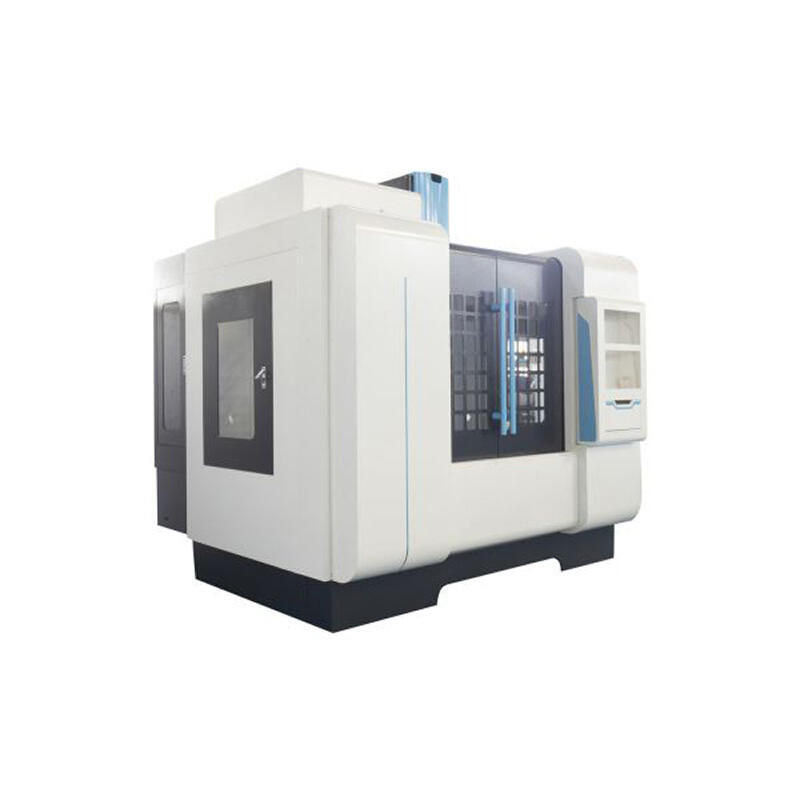
| マシンのタイプ | シングルポジション | ATMS-GS960 | ATMS-GS1160 | |
| 仕事台 | テーブルサイズ L*W | mm | 1050*500 | 1200*600 |
| 最大容量 | kg | 300 | 800 | |
| Tスロット | いいえ/mm | 18 * 5 * 100 | 18 * 5 * 100 | |
| ストローク | X/Y/Z軸 | mm | 900/600/550 | 1100/600/600 |
| スピンドル端から作業台までの距離 | mm | 185-685 | 175-775 | |
| スピンドル中心からコラムレールまでの距離 | mm | 600 | 645 | |
| トラックフォーム | / | ラインガイド | ラインガイド | |
| スピンディー | スピンドルテーパ穴 | mm | BT40 150ドル | BT40 150 |
| 主軸速度 | rpm | 15000 | 15000 | |
| スピンドル伝送モード | / | 直接駆動 | 直接駆動 | |
| モーター | スピンドルモーター(モーター) | kw | 7.5-11 | 7.5-11 |
| 3軸サーボモーターX | / | a22 | a22 | |
| 3軸サーボモーターY | / | a22 | a22 | |
| 3軸サーボモーターZ | / | a22 | a22 | |
| 切削水モト | 立方メートル/時 | 4-40 | 4-40 | |
| 正確性 | ポジショニング | mm | ±0.005 | ±0.005 |
| リピートポジショニング | mm | ±0.003 | ±0.003 | |
| 給餌 | X/Y/Z軸早送り | m / min | 48/48/36 | 48/48/36 |
| 最大切削送り | ミリメートル/分 | 10000 | 10000 | |
| 給餌 | 長さ/幅/高さ | m | 2800 * 2600 * 2800 | 3250 * 2850 * 2750 |
| 重量 | T | 6.6 | 8 | |
| マシンサイズ | 自動給油システム | リジッドタッピング | LED警告灯 | 自動ナイフセッティングマシン |
| フルカバーシーリングシートメタル | 空調 | LED照明 | ||
| ハンドブローガン | オイルクーラー | スピンドルリングスプレー | ||
| アクセサリーを選択 | 3軸格子定規 | 工具破損検出器 | マタリザドスピンドル | 油回収システム |
| スピンドルセンター排出 | ディスクカッターライブラリ | 第4軸 |

Suzhou Aitemoss は 10 年以上にわたりカスタマイズ サービスに深く携わり、製造コストを最小限に抑え、最適なソリューションを提供するよう努めています。
Copyright © 蘇州アイテモスインテリジェントテクノロジー株式会社 無断転載禁止 - プライバシーポリシー

 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 CA
CA
 TL
TL
 ID
ID
 LT
LT
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 MS
MS
 GA
GA
 CY
CY
 IS
IS
 BN
BN
 MN
MN
 MY
MY
 UZ
UZ