Hogesnelheidssnijden maakt het gebruik van een grotere voedingssnelheid mogelijk, die 5 tot 10 keer hoger is dan conventioneel snijden, en de materiaalverwijderingssnelheid per tijdseenheid kan met 3 tot 6 keer worden verhoogd. Bij het bewerken van onderdelen die
Door een grote hoeveelheid metaal te verwijderen, kan de verwerkingstijd aanzienlijk worden verkort.
Door de extreem geringe snijdiepte en smalle snijbreedte van het hogesnelheidssnijden is de snijkracht klein. Vergeleken met conventioneel snijden kan de snijkracht met ongeveer 30% worden verminderd. Dit kan de verwerkingsvervorming van onderdelen met een slechte stijfheid verminderen en het mogelijk maken om dunwandige, fijne werkstukken te snijden.
Omdat de excitatiefrequentie van het snijgereedschap ver af ligt van de natuurlijke frequentie van het processysteem bij rotatie op hoge snelheid, veroorzaakt dit geen geforceerde trillingen van het processysteem en zorgt het voor een betere verwerkingsstatus. Omdat de snijdiepte, snijbreedte en snijkracht zeer klein zijn, is de vervorming van het gereedschap en het werkstuk klein, blijft de nauwkeurigheid van de maatvoering behouden, wordt de snijfoutlaag dunner, is de restspanning klein en wordt de bewerking met hoge precisie en lage ruwheid gerealiseerd.
Hogesnelheidssnijbewerking is een hightech voor de 21e eeuw. Het heeft een hoge efficiëntie, hoge precisie en een hoge oppervlaktekwaliteit als basiskenmerken en wordt steeds breder gebruikt in de automobielindustrie, de lucht- en ruimtevaart, de matrijzenbouw, instrumentatie en andere industrieën. Het heeft aanzienlijke technische en economische voordelen opgeleverd en is een belangrijk onderdeel van de moderne geavanceerde productietechnologie.
|
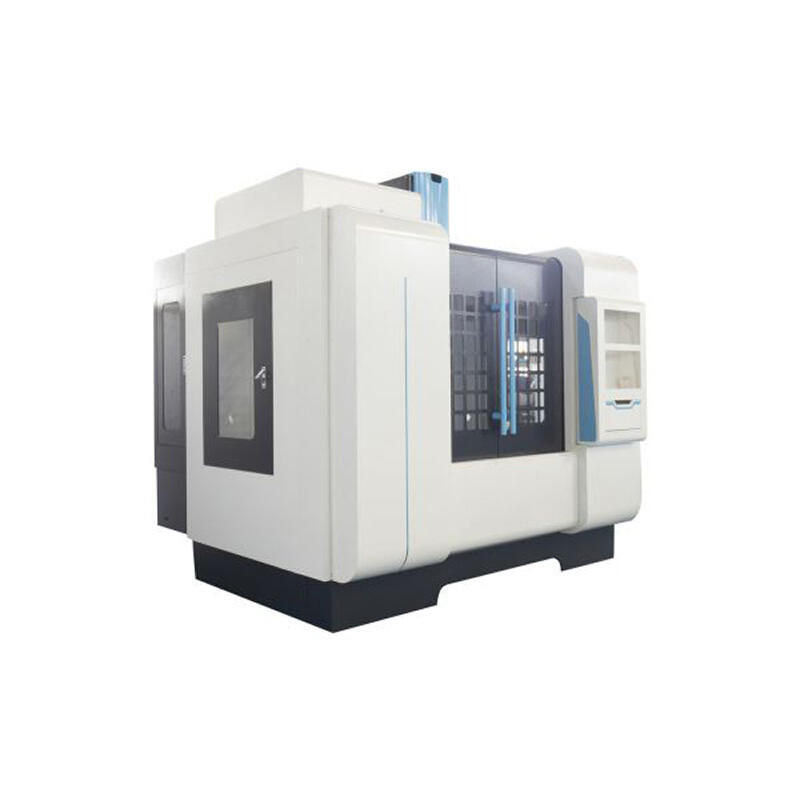
Machine soort |
Enkele positie |
Geldautomaat-GS960 |
Geldautomaat-GS1160 |
| Werktafel |
Tafelmaat L*B |
mm |
1050*500 |
1200*600 |
| maximum capaciteit |
kg |
300 |
800 |
| T-gleuf |
nee/mm |
18 * 5 * 100 |
18 * 5 * 100 |
| Stroke |
X/Y/Z-as |
mm |
900/600/550 |
1100/600/600 |
| Afstand van spindeleinde tot werkbank |
mm |
185-685 |
175-775 |
| Afstand van spindelmidden tot kolomrail |
mm |
600 |
645 |
| Spoorformulier |
/ |
Linee-gids |
Linee-gids |
| Spindie |
Spiraalvormig gat |
mm |
BT40 $ 150 |
BT40 150 |
| Spindel snelheid: |
rpm |
15000 |
15000 |
| Spindel transmissie modus |
/ |
Direct aangedreven |
Direct aangedreven |
| Motor |
Spindelmotor (motor) |
kw |
7.5-11 |
7.5-11 |
| Drie-assige servomotor X |
/ |
a22 |
a22 |
| Drie-assige servomotor Y |
/ |
a22 |
a22 |
| Drie-assige servomotor Z |
/ |
a22 |
a22 |
| Watermotor snijden |
m3/hm |
4-40 |
4-40 |
| nauwkeurigheid |
positionering |
mm |
± 0.005 |
± 0.005 |
| Herhaal positionering |
mm |
± 0.003 |
± 0.003 |
| Voeden |
X/Y/Z-as snelle voeding |
m / min |
48/48/36 |
48/48/36 |
| Maximale snijvoeding |
mm / min |
10000 |
10000 |
| Voeden |
L/b/h |
m |
2800 * 2600 * 2800 |
3250 * 2850 * 2750 |
| Gewicht |
T |
6.6 |
8 |
| Machinegrootte |
Automatisch toevoersmeersysteem |
Stijf tikken |
LED-waarschuwingslampje |
Automatische messeninstelmachine |
| Volledige afdekking van plaatmetaal |
Airconditioning |
LED-verlichting |
|
| Handblaaspistool |
Oliekoeler |
Spindel ring spray |
|
| Accessoires selecteren |
Drie-assige roosterregel |
Gereedschapsbreukdetector |
Matarizad-spindel |
Systeem voor het terugwinnen van olie |
| Spindelcentrumontlading |
Schijfsnijderbibliotheek |
Vierde as |
|

 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NEE
NEE
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 CA
CA
 TL
TL
 ID
ID
 LT
LT
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 MS
MS
 GA
GA
 CY
CY
 IS
IS
 BN
BN
 MN
MN
 MY
MY
 UZ
UZ